數(shù)控機(jī)床的幾大特點(diǎn)
1.進(jìn)給傳動(dòng)機(jī)構(gòu)簡(jiǎn)單,;
2.工藝復(fù)合化和功能集成化,;
3.具有高的柔性,適應(yīng)性強(qiáng),;
4.能加工復(fù)雜型面,;
5.加工精度高、質(zhì)量穩(wěn)定;
6.加工生產(chǎn)效率高;
7.減輕了操作者的勞動(dòng)強(qiáng)度;
8.具有故障診斷能力,;
數(shù)控機(jī)床的坐標(biāo)系及運(yùn)動(dòng)方向的規(guī)定
在數(shù)控機(jī)床上進(jìn)行加工,通常使用直角坐標(biāo)系來描述刀具與工件的相對(duì)運(yùn)動(dòng),。應(yīng)符合JB3051-82的規(guī)定,。
(1)刀具相對(duì)于工件運(yùn)動(dòng)的原則。由于機(jī)床的結(jié)構(gòu)不同,,有的是刀具運(yùn)動(dòng),,工件固定,有的是刀具固定,,工件運(yùn)動(dòng)等等,。為編程方便,一律規(guī)定為工件固定,,刀具運(yùn)動(dòng),。
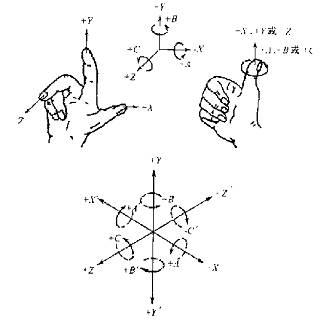
(2)標(biāo)準(zhǔn)的坐標(biāo)系是一個(gè)右手直角坐標(biāo)系,如圖所示,,姆指為X軸,,食指為y軸,中指為Z軸,,指尖指向各坐標(biāo)軸的正方向,,即增大刀具和工件距離的方向。同時(shí)規(guī)定了分別平行于X,、Y,、Z軸的第一組附加軸為U、V,、W;第二組附加軸為P,、Q,、R。
(3)若有旋轉(zhuǎn)軸時(shí),,規(guī)定繞X,、Y、Z軸的旋轉(zhuǎn)軸為A,、B,、C軸,其方向?yàn)橛倚菁y方向,見圖所示,。旋轉(zhuǎn)軸的原點(diǎn)一般定在水平面上,。若還有附加的旋轉(zhuǎn)軸時(shí)用D、E定義,,其與直線軸沒有固定關(guān)系,。
數(shù)控機(jī)床機(jī)床參考點(diǎn)R簡(jiǎn)介
數(shù)控機(jī)床坐標(biāo)系是機(jī)床固有的坐標(biāo)系統(tǒng),它是通過操作刀具或工件返回機(jī)床零點(diǎn)M的方法建立的,。但是,,在大多數(shù)情況下,當(dāng)已裝好刀具和工件時(shí),,機(jī)床的零點(diǎn)已不可能返回,,因而需設(shè)參考點(diǎn)R。機(jī)床參考點(diǎn)R是由機(jī)床制造廠家定義的一個(gè)點(diǎn),,R和M的坐標(biāo)位置關(guān)系是固定的,,其位置參數(shù)存放在數(shù)控系統(tǒng)中。當(dāng)數(shù)控系統(tǒng)啟動(dòng)時(shí),,都要執(zhí)行返回參考點(diǎn)R,,由此建立各種坐標(biāo)系。
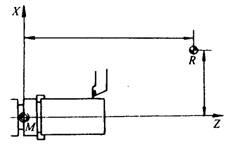
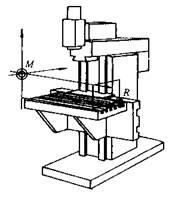
參考點(diǎn)R的位置是在每個(gè)軸上用檔塊和限位開關(guān)精確地預(yù)先確定好,,參考點(diǎn)R多位于加工區(qū)域的邊緣,。
在絕對(duì)行程測(cè)量的控制系統(tǒng)中,參考點(diǎn)是沒有必要的,,因?yàn)槊恳凰查g都可以直接讀出運(yùn)動(dòng)軸的準(zhǔn)確坐標(biāo)值,。而在增量(相對(duì))行程測(cè)量的控制系統(tǒng)中,設(shè)置參考點(diǎn)是必要的,,它可用來確定起始位置,。由此看出,參考點(diǎn)是用來對(duì)測(cè)量系統(tǒng)定標(biāo),,用以校正,、監(jiān)督床鞍和刀具運(yùn)動(dòng)的測(cè)量系統(tǒng)。
多數(shù)數(shù)控機(jī)床都可以自動(dòng)返回參考點(diǎn)R,。如果因斷電便控制系統(tǒng)失去現(xiàn)有坐標(biāo)值,,則可返回參考點(diǎn),并重新獲得準(zhǔn)確的位置值,。
數(shù)控機(jī)床按按伺服系統(tǒng)分類及框圖
開環(huán)伺服系統(tǒng)數(shù)控機(jī)床
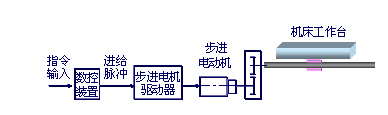
圖1.13 開環(huán)伺服系統(tǒng)
閉環(huán)伺服系統(tǒng)數(shù)控機(jī)床
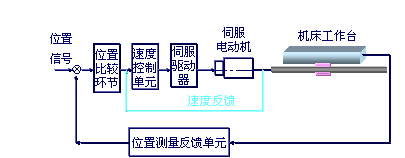
圖1.14 閉環(huán)伺服系統(tǒng)
半閉環(huán)伺服系統(tǒng)數(shù)控機(jī)床
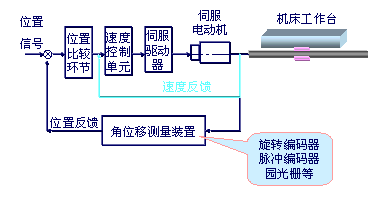
圖1.15 半閉環(huán)伺服系統(tǒng)